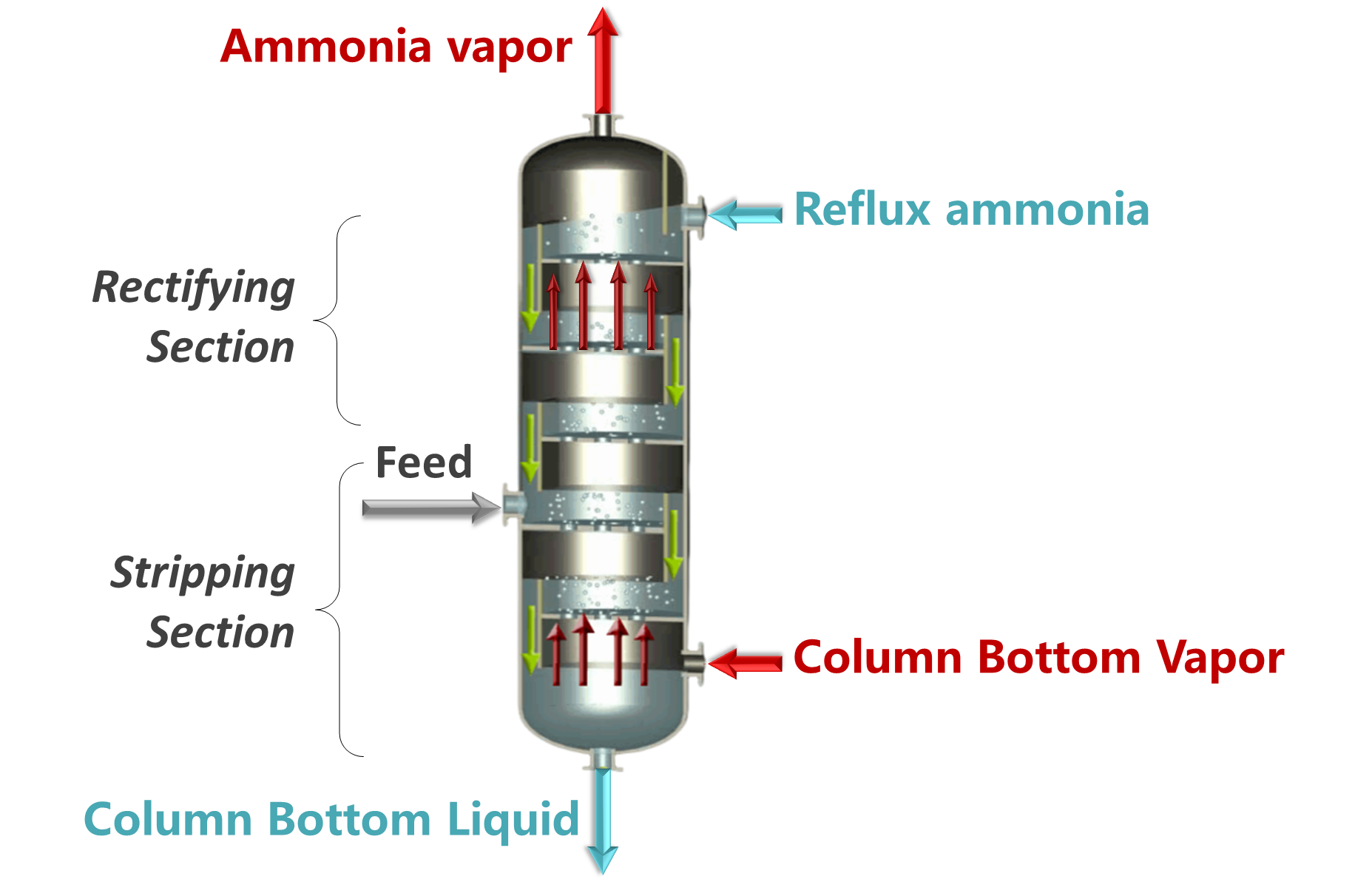
The Resource Recycling Treatment Technology of Ammonia-Nitrogen Wastewater developed by our company adopts a steam stripping-distillation process. Through breakthroughs in key technologies including chemical-enhanced thermal decomposition complexation-molecular distillation, high-performance specialized column internals design, high-temperature high-alkali anti-scaling dispersion technology, and full-process automatic monitoring systems, it achieves stable compliance of effluent ammonia nitrogen levels while recovering high-purity concentrated ammonia water, ammonium salts, or liquid ammonia as resources. The technology has been implemented in over 80 demonstration projects nationwide, including more than 20 industry-first application projects, effectively supporting clean production and green sustainable development in industrial sectors.
The steam stripping-distillation technology, recognized as a major achievement of China's National 863 Program and Water Special Project, has been awarded prestigious honors including the "National Technology Invention Award", "Environmental Protection Science & Technology Award", and "Science & Technology Progress Award". It has been repeatedly listed in key national catalogs such as the "National Catalogue of Encouraged Major Environmental Protection Technologies and Equipment" and "National Directory of Encouraged Environmental Protection Technologies". The technology has also received accolades including "National Key Practical Environmental Protection Technology", "Beijing New Technology & Product Certification", and was ranked among the "Top 100 Intelligent Environmental Technologies" on international platforms.









 Pioneers industry-first fully autonomous operation of self-learning AI systems
Pioneers industry-first fully autonomous operation of self-learning AI systems
 Enables autonomous system regulation to maintain real-time optimal operating parameters, ensuring compliance while achieving minimal energy consumption
Enables autonomous system regulation to maintain real-time optimal operating parameters, ensuring compliance while achieving minimal energy consumption


